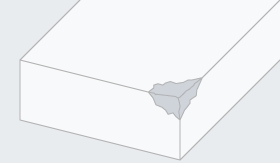
Gas burn, also known as burn mark, refers to the phenomenon where the surface of the molded product shows discoloration due to the resin inside the mold reaching high temperatures. The main cause of gas burn is the retention and compression of gas inside the mold. When there are areas in the mold with poor resin flow, air and gas generated from the material can become trapped, causing the resin to heat up and reach high temperatures. The main measures to prevent gas burn include the installation of gas venting components to eliminate air and gas. Other effective improvements include reducing injection speed and pressure, lowering the molding temperature, and reevaluating the dwell time.
What are molding defects

This article provides a detailed introduction to the major types of molding defects and their causes in injection molding.
Molding Defects in Injection Molding
Injection molding is a manufacturing process where heated and melted materials are injected into a mold, cooled, and solidified to form a product. One of the common challenges in injection molding, particularly with plastics and resins, is "molding defects." Molding defects refer to the occurrence of flaws in the appearance or performance of the product during the injection molding process. There are various causes for these defects, and several types of defects can occur in the final product. Molding defects not only result in the production of defective products that need to be discarded but also require significant resources in terms of personnel, materials, and time for investigation and corrective measures. Therefore, it is essential to properly control the factors that contribute to molding defects in the injection molding process.
Types of Defects in Injection Molding
There are various types of defects that can occur in injection molding due to different causes. The following are common types of defects in injection molding, their causes, and possible solutions.
Gas Burn (Burn Mark)
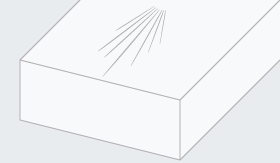
Silver streaking
Silver streaks refers to the phenomenon where silver-white streak patterns appear on the surface of the molded product. The main cause is the flow of gas generated within the resin, which gets elongated and flows along with the resin inside the mold, resulting in gas-induced flow marks on the surface of the molded product. Although there can be other causes of silver streaking, if poor gas venting is the main cause, installing gas venting components inside the mold can be effective. In addition to mold-related measures, addressing resin insufficient drying, material temperature, injection speed, and pressure adjustments can also serve as effective countermeasures.
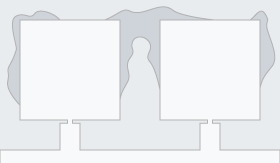
Weld lines (flow lines)
Weld lines refer to the phenomenon where resin converges and flows together in the mold, resulting in a line-like defect on the surface of the molded product. Weld lines not only affect the appearance of the product, making it defective for aesthetic parts, but they can also become points of weakness or damage. The main cause of weld lines is the incomplete fusion when the resin branches and then re-converges inside the mold. The causes of incomplete fusion can vary, including trapped gas in the mold, poor resin flowability due to mold design, injection temperature, pressure, and other factors. If trapped gas in the mold is considered the cause, installing gas venting components can be effective in preventing weld lines.
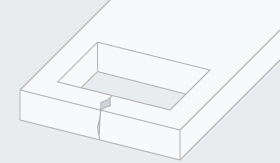
Short shots (Insufficient Filling)
Short shot refers to a defect in which the resin is not completely filled in a certain part of the mold during the molding process. The causes of short shot can be attributed to insufficient resin or poor flowability of the material, low mold temperature, inadequate injection pressure, and other factors related to the molding conditions. To prevent short shot, measures such as adjusting the amount of injected resin, revising the flowability of the material, and optimizing the molding conditions by increasing injection pressure can be taken. Additionally, if short shot occurs due to trapped air pockets in the mold, it is necessary to address mold venting issues.
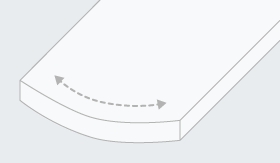
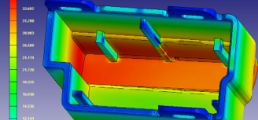
Warpage
Warpage refers to the phenomenon where a portion of the molded product becomes deformed or warped. It is a common defect, particularly observed in flat or box-shaped molded products. Warping can be caused by various factors, including resin shrinkage due to temperature differences in the mold, molding conditions, and product shape (such as abrupt changes in thickness). Preventive measures for warping vary depending on the causes, but they may involve lowering the mold temperature, adjusting injection pressure and resin temperature, and ensuring uniform thickness throughout the product. In cases where temperature differences in the mold are considered the cause, the implementation of 3D cooling channels can be effective.
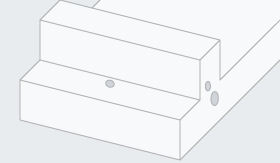
Flash
Flash refers to a defect in injection molding where unwanted protrusions or excess material occurs on the molded product due to material spilling over from the mold. There can be various causes for flash, such as low mold precision, loose mold clamping, high material temperatures (resin, etc.), high injection speeds, and the phenomenon of compressed gas along the parting line being forced out with the resin (gas flash). Preventive measures for flash also vary depending on the causes. If it is mold-related, modifications through insert molding or welding can be done to eliminate gaps. If molding is the cause, measures such as increasing clamping force, adjusting resin temperature appropriately, and optimizing gate design can be taken. For cases where gas flash is the cause, implementing gas venting solutions in the mold can be effective.
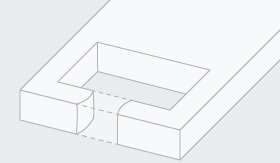
Crack
Crack refers to a defect in which the molded product exhibits surface cracks or fractures upon removal from the mold. The main causes of cracks are internal stress within the mold and the pressure exerted during mold removal. The former occurs when the resin cures unevenly. The latter happens when distortion occurs during the demolding process, subjecting the molded product to additional pressure, leading to crack formation. In the case of box-shaped products, a vacuum state can occur between the mold and the product cavity during removal, resulting in excessive pressure and crack formation. To address uneven curing, adjustments such as raising the mold temperature and extending the cooling time can be made. To mitigate distortion during demolding, measures such as increasing the draft angle and adding ejector pins can be effective. Additionally, implementing gas venting solutions can be beneficial for releasing the vacuum state.

Jetting
Jetting is a defect where wavy patterns appear on the surface of the molded product. It is believed to be caused by the previously injected resin solidifying due to a decrease in temperature at the mold surface and leaving traces when subsequent molten resin flows through. To mitigate this phenomenon, reducing the injection speed and increasing the mold temperature to prevent premature solidification of the initial resin are effective measures.

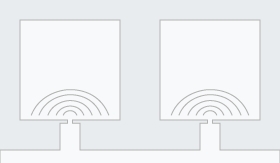
Flow marks
Flow marks refer to a general term for defects where traces of resin flow are visible on the surface of a molded product. When molten resin cools during its flow inside the mold, areas of partial solidification can form. These partially solidified areas are then pushed and displaced by the subsequent flow of resin, resulting in wavy patterns. The main cause of such conditions is the injection speed. Slower injection speeds facilitate resin solidification. Therefore, increasing the injection speed is a measure to address flow marks.
Void (air bubble)
Void refers to a defect where air bubbles are present within the interior of a molded product. It particularly occurs when molding resin into thick shapes. When the surface of a thick section solidifies first, the resin shrinks and is pulled toward the surface. As a result, the interior, which cools later, solidifies with the presence of air bubbles. Therefore, the cause of voids can be attributed to the temperature difference in cooling between the surface and interior of thick molded products, which leads to resin shrinkage. Countermeasures for voids may involve adjusting the injection molding conditions, implementing mold venting measures, reducing the thickness of the molded product, and improving the overall shape of the product.
Sink Mark
Sink mark refers to the occurrence of distortion or indentation on the surface of a molded product. When heated, resin expands, and when cooled, it contracts. Sink mark occurs when abnormal shrinkage of the resin happens during cooling. It is particularly prone to occur when there are significant variations in the thickness of the molded product. Effective measures to address sink mark include adjusting the thickness of the molded product during the design stage. In terms of molding conditions, extending the holding pressure time and increasing the molding temperature are possible approaches. Additionally, in terms of mold-related measures, raising the mold temperature can also help alleviate these issues.
Summary
Injection molding defects can occur due to various factors during the injection molding process. The solutions to these defects vary depending on the causes, including mold adjustments, adjustment of molding conditions, material improvements, and reevaluation of the product design. While it is not possible to cover all the details in this article, understanding the main causes and corresponding solutions can help in identifying the factors contributing to molding defects more effectively.
Solutions to molding defects caused by gas inside the mold
Our gas venting components are designed with an optimal balance of being 「difficult for resin to flow into, but allowing gas to pass through」 as a micro-porous material. They not only contribute to improving molding defects caused by gas (such as burning, cloudiness, silver streaks, weld lines, short shots, warping, burrs, etc.), but also extend the maintenance cycle of molds and enhance mold durability. The flow of gas from the nozzle of the molding machine to the product area can be a factor in various molding defects. We have a lineup of various products to prevent the flow of gas into the product area. If you are experiencing molding defects, please feel free to contact us for further assistance.
Solution for molding defects 「GASEXIT」
It is a gas venting component made of a micro-porous material that effectively addresses molding defects. It is designed with an optimal balance of being resistant to resin flow while allowing the passage of gas through its micro-pores.

Inquiry here
Please contact us for KOEI TOOL's technology and services, as well as for quotations and delivery dates.

Contact
Use the web form for inquiries or quotations.
Please referred to the frequent Q&A before request your inquiries.